
ホーム ▷ ブログ記事 ▷ 円錐体形鏡板を溶接 プラズマ溶接とTIG+半自動溶接との比較
ブログ記事|円錐体形鏡板を溶接 プラズマ溶接とTIG+半自動溶接との比較
円錐体形鏡板を溶接 プラズマ溶接とTIG+半自動溶接との比較
日鐵住金溶接工業が新たな自動プラズマ溶接装置を開発しました。
それは、クランプなしでプラズマ溶接ができる簡易型シーム溶接装置です。
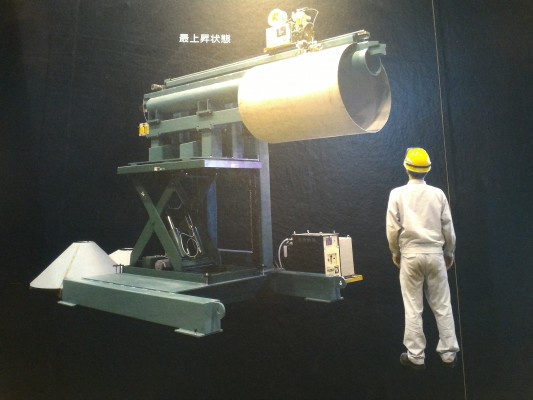

簡易型シーム溶接装置の特徴
「クランプ無しって何よ?」と言われそうなので説明すると、従来のパイプシーム溶接装置(クランプシーマ)は溶接継ぎ手の表と裏を治具で拘束しなければいけませんでした。クランプとはこの拘束するための治具の事です。
プラズマ溶接の特徴の一つである低歪みな溶接と円筒成型された仮付けによるワーク剛性を利用し、これを吊り下げ式の装置にする事でクランプ無しでの溶接が可能となっています。それにより装置構造を簡略化でき、またクランプが邪魔で見え辛かった溶接中のアーク状態も見えやすくなります。簡略化された分、装置自体が安価になるあたり特に嬉しく感じますね。
それと、バックシールドの構造も進化しています。従来は溶接線の全線に裏当て金を当てなければいけなかったのが、トーチの動きに合わせた自動可動装置になりました。板の曲がりに合わせて上下にも動いてくれるので、曲率が連続的に変化する材料でも完璧なバックシールドが行えます。
サブマージ溶接の装置と似ていますが、溶接歪みが非常に少ない点とスラグやヒュームが出ない点だけで考えてもこちらの装置のほうが圧倒的に優れています。サブマージ溶接は高電流で厚板の溶接ができるメリットがありますけど、実際そんなに厚い板を溶接してないやって場合はこちらの装置の導入を考えても良いかも知れません。
TIGと半自動を使った場合と比較してみる

さて、こちらが簡易型シーム溶接装置でプラズマ溶接した円錐体形鏡板です。仮付け状態で開先は必要なし!ロール成型したらそのままビッビッと仮付けすれば準備完了!
記事冒頭の画像のように装置にセットしたら本溶接です。
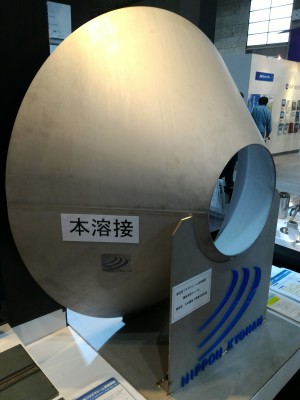

こちらが本溶接した外観です。表側から1層仕上げ!この溶接に勝てるわけないだろ!
いやいや勝ち負けじゃない比較です比較。

内面裏波溶接です。開先無しでよくもまぁここまでキレイに裏ビードが出るもんですね。さて、これだけで仮付け本溶接の紹介が終わってしまいました。それだけ作業工程が少なくて済むのです。
これがTIG+半自動でやると・・

はい、皆さんお馴染みの開先をガリガリ取って仮付けした状態です。この時点で作業者は疲れ果てますよ。プラズマ溶接のように開先無しで表側から1層で仕上げるのは無理なので表裏両面のX開先を取ります。あえて比較のために全開先バックシールド1層仕上げをやろうか迷ったんですけど・・さすがに怖いのでやめました(笑)なので普通に無難な方法でいきます。

初層は溶け込みを考慮しつつTIGで行います。熱影響を考えるといきなり半自動のほうが早くて良いんですが、溶接欠陥が怖いのでTIGです。

2層目です。TIGでもいけるくらいの幅だったんですが作業効率重視で半自動にします。当たり前に溶接すれば溶け込みは問題ないのでアンダーカットとブローが出ないように気をつけます。

はい、表側をはつります。内面1層目の溶接に溶け込みで確実に繋がるよう深く削らないと心配になりますね。

またまたTIGで1層溶接します。母材に対して3層目ですね。

最終層を半自動で仕上げます。炭酸ガスを使用しているのでスパッタ軽減とビード外観の問題でフラックス入りワイヤーを使用しました。MIGでソリッドワイヤーを使うのも良いですね。

それでもスパッタが出てるなぁ。溶接歪みはそれほど多くは出ませんでしたが、それは溶接の順序と自作治具でなんとかここまで抑えた状態です。4層溶接してようやく完了。すっごい時間かかるし歪みを考えたり層が多い分だけ溶接欠陥が出るリスクも多くなる。今回僕が行った方法より効率の良いTIGや半自動での方法もあるとは思いますけど、とにかく色々と考えたり工夫したりする苦労が必要なく高品質で溶接できるプラズマ溶接は
改めて凄いと言いたいね。
もうTIG溶接なんかやめて全部プラズマ溶接にすればいいじゃん
プラズマ溶接は基本的に自動溶接の装置に組み合わせて行います。手でトーチを持って行うのも可能らしいのですが、タングステンがノズル内部に引っ込んでる状態なので目視ではアークの狙いが難しいようです。それとプラズマアークは指向性が強い為、溶け込みは良いのですが溶接速度がTIGより相当速くなります。自動溶接ならメリットになる点が手溶接となると難しい部分が感じられます。少量多品種の製品が多いとやはり従来の溶接法でなければと言う場面がまだまだ多いかと思いますが、タンクや造船の分野など量産モノを多く扱う場合では最高のパフォーマンスが発揮できる溶接法なのは間違いないですね。
技術の進歩って凄いので数年先にはプラズマ溶接が当たり前になっている。かもよ。
icon-hand-o-up
簡易型シーム溶接装置と円錐体形鏡板の画像は2016国際ウエルディングショー、日鐵住金溶接工業様のブースで撮影させていただきました。プラズマ溶接にご興味を持たれた方はこちらも閲覧して下さい。
日鐵住金溶接工業 プラズマ溶接の技術情報ページ
簡易型シーム溶接装置について『びいど』の1月号の製品ガイド(P12)