
ホーム ▷ ブログ記事 ▷ TIG溶接とは
ブログ記事|TIG溶接とは
TIG溶接とは
TIG溶接の外観と説明
TIG溶接はタングステン・イナート・ガス溶接の略で、電極にタングステン、シールドガスにイナートガスを使用した溶接方法です。主にアルゴンガスが使われています。
溶接部をガスでシールドしての溶接方法なので風に弱く、屋外での作業には不向きですが一般的にどこでも所構わず使ってます。空冷の溶接機だと200Aや300Aくらいのものが多く、1ミリ以下から12ミリ程度の材料が溶接できます。ただし、150A位の電流で1時間も連続使用するとトーチが熱くて持っていられなくなるほどになります。その点、水冷の溶接機ならば500Aなんて高出力のものがありますしトーチはまったく熱くなりません。ただし空冷のトーチに比べ重いし扱いにくい・・ 仕事の内容に適した溶接機を使って効率よく作業しましょう。
これは1.5mmのステンレスの板をTIG溶接したものです。
電流50A 溶接棒1ミリ

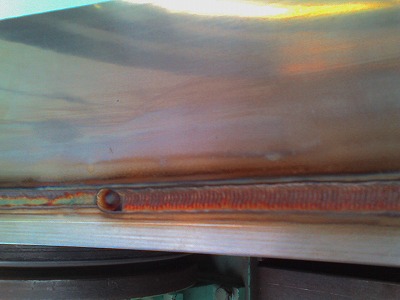
これは2mmの板に6mmのフランジを溶接したものです。
電流120A 溶接棒2ミリ テーパー部の開先が大きいのでウィービング法による隅肉溶接

これは9mmの板と20mmのフランジを溶接中のものです。
1層目 電流180A 溶接棒1.6ミリ 2層目 電流200A 溶接棒2.4ミリ ローリング法での盛り上げ
TIG溶接は表面がピカっと光る外観になるのが特徴です。溶接後は表面に塩酸を塗り色を落とします。TIG溶接の色合いが好きな人が多いんですが、製品としては酸で洗い落としてクールな印象にさせます。
TIG溶接の酸洗い後
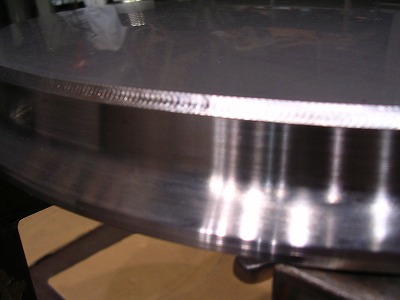
こんな感じになります。
他の溶接方法に比べて特徴的なのはその外観の美しさにあると思います。納品後、使用者の手に触れる事になる製品の場合は特にそう感じます。品質の面でも優れていて、ブローホール、ピットなどの溶接欠陥が発生しにくいのです。気密性が重要である真空関連の機器や表面をバフ研磨する場合などは必ず使用するはずです。配管を溶接する際の初層は、溶け込みの良さと溶接欠陥の少なさを考慮してTIGがよく使われます。
デメリットは溶接速度が遅いので時間がかかるのが悲しい所。半自動の5~10倍時間が掛かる事も。
他には、過剰な入熱を起こしやすく、溶接強度の低下や母材の激しい歪みを生じさせる事があります。
クレーター処理とアフターフローをしっかり行わないとクレータ割れの原因になったりします。
でもティグは人気者ですよ。
時代がどんなに変わろうと、ティグの技術だけは習得しておきましょう。
ロボットの性能がどんなに上がっても、量産できない製品の作業は必ずあります。それも、ティグでなければ出来ない部分ってのがあるのです。
海外でも1番需要があるのはTIG溶接の作業者なのですから。